
In recent years, pressure has been placed on asphalt shingle manufacturers to upgrade their products' performance in all areas. This pressure has come primarily from insurance companies, municipalities and other agencies such as Factory Mutual, Underwriters Laboratories (UL) Inc. and Florida's Miami-Dade County.
In particular, asphalt shingles' high-wind resistance has taken on added importance in the roofing industry to meet more stringent uplift requirements. In response to this, roofing material manufacturers have made changes to their designs, raw materials, application methods, adhesives used to bond laminates used in individual dimensional shingles and adhesives used to seal shingles to shingles for more wind-resistant roof systems.
High-wind-resistant shingles use a combination of design features and special attachment procedures.
Market situation
Several factors have precipitated the need for high-wind-resistant shingles. Those factors include but are not limited to:
- Wind damage. Higher wind resistance of shingles is required in certain areas of the U.S., particularly coastal areas that are regularly subjected to high winds and hurricane conditions. Following Hurricane Andrew, it became apparent much of the hundreds of millions of dollars of damage inflicted was caused by building materials detaching and striking buildings and vehicles at high velocities. Although all types of roofing materials were responsible for the damage, asphalt shingle roof systems took much of the blame. Even before Hurricane Andrew occurred, Miami-Dade County was a pioneer in the effort to impose more stringent building code and building material requirements. Other government agencies throughout the U.S., especially in coastal areas, have followed Miami-Dade County's lead.
- Insurance pressures. Insurance companies have been forcing roofing product improvement. Homeowners are being offered incentives to upgrade their roof coverings to higher-performing products that will better stand up to extreme weather, thereby reducing the repair cost and ultimately saving homeowners and insurance companies money.
- Environmental conditions. Coastal areas offer challenges when it comes to using asphalt shingles. In such areas, sustained winds in excess of 20 mph are common. This may limit the maximum temperatures roof surfaces achieve, possibly retarding immediate activation of the wind-resistant sealant used on asphalt shingles. Periodically, higher sustained winds are encountered—in excess of 70 mph in some coastal areas of the U.S. according to the National Oceanic and Atmospheric Administration—and poorly sealed asphalt shingles are susceptible to damage from fluttering or complete blow-off.
Testing methodology
In the asphalt composition shingle market, wind resistance has been determined primarily by ASTM D3161-09, Type 1, "Standard Test Method for Wind-Resistance of Asphalt Shingles (Fan-Induced Method)," and UL 997, "Wind Resistance of Prepared Roof Covering Materials."
Because of the limitations of these fan-induced small-scale tests, UL and ASTM International have developed new test methods to evaluate the actual force required to separate sealed shingles under specific conditions—ASTM D7158, "Standard Test Method for Wind Resistance of Asphalt Shingles (Uplift Force/Uplift Resistance Method)," and UL 2390, "Test Method for Wind Resistant Asphalt Shingles with Sealed Tabs."
The evaluation process involves the following general steps:
- Determining wind-uplift coefficients. Wind-uplift coefficients are calculated by measuring air flow pressures above and below the shingle surface at the shingle's windward and leeward sides while a constant-speed air flow is maintained over the test assembly. Because the measured pressures are functions of air flow speed, calculation can be used to extrapolate uplift pressure values at higher wind speeds than values measured in laboratory test conditions. Shingles that demonstrate uplift-resistance values that exceed the extrapolated values at various wind speeds are then classified as shown in the figure.
- Calculating the potential uplift force acting on the tab sealant using the wind-uplift coefficient and specific wind speed selected for the evaluation. After the wind-uplift coefficient is determined, the corresponding uplift force is calculated using UL 2390.
- Determining the tab sealant's uplift resistance by mechanical testing. Tab sealant uplift resistance is determined by ASTM D6381-08, "Standard Test Method for Measurement of Asphalt Shingle Tab Mechanical Uplift Resistance."
Using this new test method, an additional wind-resistance classification system for asphalt shingles was adopted by the International Code Council's International Building Code and International Residential Code for One- and Two-Family Dwellings.
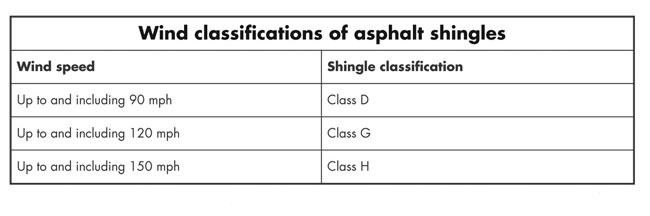
Wind classifications of asphalt shingles according to the Asphalt Roofing Manufacturers Association
In the Asphalt Roofing Manufacturers Association's (ARMA's) publication New Wind Standards for Asphalt Shingles, published in 2005, ARMA recommends consumers know the following information to make an intelligent buying decision about asphalt shingle roof systems:
- The basic wind speed for the location. The basic wind speed is a three-second gust measured at 33 feet above ground with a mean 50-year probability of recurrence. This may be obtained from the local building code enforcement office or other sources, such as ASCE 7, "Minimum Design Loads for Buildings and Other Structures." For most of the continental U.S., the basic wind speed is 90 mph. Other areas, such as coastal and special wind regions, have basic wind speed designations up to 150 mph.
- The wind classification of the shingle proposed for the building (see the figure). A shingle's wind classification should be equal to or greater than the wind zone where it will be installed. Regardless of how well designed an asphalt shingle is, design and installation should adhere to the manufacturer's recommended installation criteria to ensure maximum wind-uplift performance.
Tab sealant requirements
The key component of a high-wind-resistant shingle is its tab sealant adhesive. A combination of high cohesive and adhesive strength is required to achieve high-wind classification. The new generation of tab sealants have been designed to meet higher quality requirements, including:
- Rapid sealing following application. The test methods and classifications I describe for well-sealed shingles are important, but what happens within the first 24 to 72 hours after shingles are applied is critical to the future success of the roof's wind-resistant properties. The best tab adhesives act as a contact adhesive when first applied, quickly forming a bond that will keep the tab in place as the final, stronger bond forms during a longer period. Improved initial "quick tack" makes wind resistance begin sooner. Job sites can be dusty and dirty; quick tack prevents dust and grit from contaminating the sealant's adhesive surface, which could inhibit or even prevent proper sealing.
- Low activation temperature to achieve ultimate bond strength. The improved adhesives now available bond quickly on cloudy days and at lower temperatures—compared with previous resin-based tab sealants—extending the roofing season into late fall and allowing an earlier start in spring. This lessens concerns about blow-off that can occur soon after installation when shingles haven't sealed completely. Such adhesives can reduce callbacks, increasing customer satisfaction and saving time and money.
- Flexibility. A strong, flexible bond will resist adhesive and cohesive failure caused by movement from high winds.
- Strong final long-term bond. At times, shingle uplift at a roof's eaves or rakes may initiate shingle blow-off that spreads to a much larger area than the initial failure point. Uplift can begin at a single shingle and proceed to break bonds on the shingles above it, creating large areas of damage from the so-called "zipper effect." A strong bond—adhesive and cohesive—can minimize such damage. A bond must remain strong over the entire range of temperatures to which a roof is exposed—as high as 150 F in some locations.
- Resealability. If an adhesive bond has formed and been broken for any reason, tab adhesive should be capable of resealing either to the shingle surface or back to itself and should reseal with a strong bond.
- Specific adhesion to shingle surfacing. The back of each shingle is coated with an anti-blocking agent—usually, this is some type of mineral dust such as sand, talc, limestone or granule fines. Often, because of manufacturing or storage conditions, a small amount of surface moisture also may be present. Tab sealant may be located on a shingle's face or back, and high-performance tab sealant will adhere to the back surfacing-the anti-blocking agent-or shingle granules.
- Compatibility with asphalt shingle coating. The strong bond formed over time by a tab sealant is partly because of the compatibility of the asphalt shingle's components and the type and amount of asphaltic materials used to make the sealant.
- Resistance to high-temperature flow. Historically, some sealants have been known to spread out during periods of high temperature and adhere large areas of a shingle to the shingle below. This can cause condensation to be trapped below the shingle, possibly resulting in shingle blistering when the condensation moisture is absorbed into the shingle and later "outgases." In addition, such flow of the adhesive can firmly lock down the shingle to the point that it cannot flex to resist movement, possibly causing shingles to buckle or even split.
- Resistance to cold flow resulting in tab adhesive flattening in the bundle. To make good contact with the shingle above it, tab sealant must be above the shingle surface so the sealant makes good contact with the adjacent shingle when applied. When stacked in bundles on pallets, shingles in a pallet's lower layers can be subjected to pressures of several pounds per square inch. If this pressure causes the tab sealant to flatten and not recover most of its original thickness, poor sealing can result. If the tab sealant spreads beyond the edges of the release film, it can make it difficult to remove shingles from the bundle during application.
- Processability. A good tab sealant has to be readily applied by existing asphalt shingle manufacturing equipment. In its liquid state, a quality tab sealant should not form fine strings of sealant that can mar the finished shingle's appearance or join individual segments of tab sealant into a continuous line. Both conditions can contribute to customer dissatisfaction.
Photos 1, 2 and 3 illustrate how sealant formulation correlates with wind resistance classification. The tab sealant on the shingle in Photo 1 has strong cohesive strength but lacks sufficient adhesive strength to form a good bond. In contrast, the shingle in Photo 2 has a tab sealant with good adhesion but insufficient cohesive strength. The shingle in Photo 3 has a sealant that is so strong, adhesively and cohesively, it pulled plugs—solid pieces of asphalt shingle coating—out of the shingle's face or back coating. This is the strongest type of sealant bond.
Common formulations
During the years, shingle manufacturers have used various materials—generally involving some asphaltic material compounds—to function as tab sealants.
One of the earliest and most common materials used for tab sealants is resin. Resin is the small portion of material that remains after more valuable components are extracted from asphalt using propane or a similar solvent in the refining process. The remaining material is hard, glassy and brittle with an abrupt softening point. ("Softening point" refers to a test method for evaluating the hardness of asphalt materials at elevated temperatures.) Resin requires heat directly from the sun or high ambient temperature to form a bond on shingles.
Although asphalt resin makes a respectable sealant and is relatively inexpensive, it has certain limitations.
Because resin needs heat to begin to activate a bond, if minimum temperatures are not met, dust and organic materials can contaminate the tab sealant's surface, impeding sealing when the conditions are good. Resin's brittleness also is an issue because it is not flexible in lower temperatures and can break under dimensional stresses from rapid weather changes or foot traffic.
Manufacturers have added various materials to improve their resin-based tab sealants' performance to a certain extent, such as other petroleum fractions; fillers such as limestone or fly ash; tackifiers such as tall oil rosins; or rubbery compounds such as latex or synthetic rubber. These additives resolved some drawbacks but created other issues in the process.
For example, tackifiers help with initial tack but contribute to the brittleness of asphalt resin-based sealant at low temperatures. Fillers reduce cold flow and help tab sealant retain its thickness above the shingle but reduce the material's tack, increasing the sealing temperature required on the roof.
Polymer-modified bitumen
An effective approach to achieving high-wind-resistant shingles involves creating strong asphalt-based tab sealants specifically designed and engineered for this purpose. Select asphalt fractions are blended with various kinds of high-performance elastomeric polymers and other additives to achieve physical properties that result in excellent adhesive and cohesive strength, flexibility and durability.
These high-performance shingle adhesives are made using high-speed/high-shear mixers that combine shear, heat and chemistry to blend the liquid components, which include hot asphalt, with the elastomeric polymers to form the final compound.
When mixed properly, polymers form a durable network with asphalt and other liquid components, forming a compound comparable to an alloy—the polymers and asphalt remain intact, retaining their individual qualities. Asphalt shingles made with tough fiberglass substrates and combined with high-performance engineered tab sealant perform well in high-wind conditions.
The equipment required to produce and store this type of adhesive is somewhat expensive. Although some shingle manufacturers have proprietary formulations and mixing and handling equipment, they are not cost-effective at every manufacturing location. In such cases, the adhesive must be purchased elsewhere or alternatives to high-performance adhesive used—though they are less effective.
Lower-performance adhesives can be improved by formulating tab sealant with carefully selected asphalts and elastomeric polymers to produce high-performance engineered materials. Using such materials is a low-cost, highly effective way to improve asphalt shingles' high-wind resistance in severe wind and weather conditions, and several asphalt shingle manufacturers have turned to it.
A satisfying solution
Ashpalt shingles produced with high-performance tab sealant meeting all the criteria I mention could readily become the shingle of choice for many roofing professionals.
Such adhesives, when engineered properly, can produce a better-performing, longer-lasting shingle, creating greater customer value and satisfaction.
Tom Nichols is president and owner of U.S. Polyco Inc., Ennis, Texas.


