
All segments of the construction industry widely accept that energy-related issues have become increasingly critical because sources and management of energy are global and national priorities. Buildings use more than one-third of the energy consumed in the United States, and the heating and cooling of these buildings cost hundreds of billions of dollars annually. Properly insulating buildings is an effective method to reduce energy consumption without sacrificing comfort. And using proper insulation is in a nation's best interest because conserving energy can make it less dependent on oil imports.
As of Jan. 1, most polyisocyanurate board manufacturers are producing boards expanded with blowing agents that do not contribute to the depletion of the stratospheric ozone layer. Production of such boards has been ongoing at some North American plants for more than one year. The need for insulation manufacturers to eliminate the use of hydrochlorofluorocarbons (HCFC-141b) is consistent with the United Nations' Montreal Protocol of 1987 addressing chemicals that affect the ozone layer, as well as mandates set by the U.S. Environmental Protection Agency (EPA) to meet the requirements of Title VI of the Clean Air Act (Section 602).
We evaluated polyisocyanurate insulation boards manufactured with a variety of pentanes to determine whether a change in blowing agent would affect roof systems and, thereby, roofing contractors. All evaluations were done using full-scale commercial boards produced at Carmel, Ind.-based Firestone Building Products Co.'s plants in Jacksonville, Fla., and Salt Lake City. Advanced test methods that more accurately mimic short- and long-term field performances have been employed.
West Deptford, N.J.-based Huntsman Polyurethanes, a supplier to the insulation board industry, assisted with many evaluations. Long-term R-value dimensional stability—including full board evaluation from exposure in a walk-in freezer, resistance to facer delamination and fire performance—were among the many tests performed. With changes to pentane-expanded boards' formulation—including addition of flame retardants and an increase in the isocyanate index—and a modification to the manufacturing process, pentane-expanded boards perform equal to or better than corresponding HCFC-141b boards.
Polyiso background
Polyisocyanurate was developed during the late 1970s in response to a need for more efficient insulation products. Polyisocyanurate insulation boards have high R-values per inch, meaning a higher thermal insulating value can be achieved with polyisocyanurate than the same thickness of any other insulation board material.
Polyisocyanurate is the only plastic insulation to pass UL 1256, "Fire Test of Roof Deck Constructions," and FM 4450, "Class 1 Insulated Steel Deck Roofs," fire tests without a thermal barrier. Polyisocyanurate's unique chemistry makes it dimensionally stable throughout a large temperature range—from -100 F (-73 C) to 250 F (121 C). Polyisocyanurate boards meet the requirements of all model building codes.
These benefits coupled with cost-effective installation make polyisocyanurate the insulation of choice for most roof assemblies. According to NRCA's 2000-2001 Annual Market Survey, for roof systems that used insulation, polyisocyanurate insulation accounted for 54.8 percent of low-slope roof systems and 44.2 percent of steep-slope roof systems installed during 2000.
The environment
Although insulation products are inherently positive for the environment because they reduce energy consumption, using stratospheric ozone-depleting blowing agents has, until recently, limited their total environmental benefit. Concerns about the stratospheric ozone led to a global agreement, the Montreal Protocol, to phase out ozone-depleting chemicals. The switch from chlorofluorocarbon (CFC-11) to HCFC-141b in 1993 was the first step taken by polyisocyanurate manufacturers to reduce the ozone-depleting effects of their products. The work outlined in this article represents the final phase of the challenge—to eliminate ozone-depleting blowing agents.
In addition to ozone depletion, another important environmental issue is global warming. It is important for manufacturers to select a blowing agent that minimally contributes directly to global warming and yields R-values that enhance the effectiveness of such products to mitigate global warming. This is Firestone Building Products' approach; it is recognized other polyisocyanurate board manufacturers will follow a similar strategy and such closed-cell boards will be the only highly insulating, environmentally friendly, cost-effective plastic foam boards available in North America.
Blowing-agent selection
A blowing agent's purpose in polyisocyanurate insulation foam is to expand the polymer matrix to the requisite density and provide increased energy efficiency through its intrinsically low thermal conductivity and ability to remain in a cell for a long time. Pentane compounds were chosen as the blowing agents to replace HCFC-141b. Pentanes offer the best environmental properties as evidenced by zero ozone-depletion potential, extremely low global-warming potential and low atmospheric lifetime (see Figure 1).
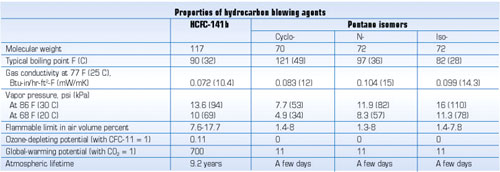
Figure 1: An outline of the physical and environmental properties of HCFC-141b relative to three pentane isomers
Pentanes' physical properties and flammability characteristics are different from HCFC-141b's. However, we were confident pentanes could be used safely and cost-effectively to produce polyisocyanurate boards that meet North American requirements because pentanes have been used to make polyurethane foam insulation boards in western Europe since 1992.
The transition from HCFC-141b to pentanes involves changes in processing and formulation. Figure 1 outlines the physical properties of HCFC-141b relative to three pentane isomers. The first property to note is molecular weight. The higher the molecular weight, the more blowing agent is required to expand the foam to equivalent density. Therefore, on a weight basis, it takes about 40 percent less pentane to expand foam to the same density as HCFC-141b.
In addition, foam's physical properties can be affected by the amount of blowing agent remaining in the polymer network. Excessive blowing-agent amounts can plasticize a polymer network and weaken cell walls, which can lead to lower board strength and poor cold-age dimensional stability. During the transition from CFC-11, Huntsman Polyurethanes determined HCFC-141b could plasticize foam because of its higher solubility and usage level. Relative to a standard CFC-11-expanded board, HCFC-141b-expanded boards performed well after formulation and processing were modified. Pentanes' lower overall usage and solubility, as compared with HCFC-141b, make cell walls stronger and less susceptible to cold-age dimensional-stability changes. Only cyclopentane has any appreciable solubility in the polymer network.
Depending on the amount and type of pentane used, cell pressure can be greater, less or equal to that of HCFC-141b. The greater the cell pressure, especially at lower temperatures, the less susceptible the cell and foam are to shrinkage. Isopentane and n-pentane have limited solubility in the precursors to foam manufacture. The precursors are the B-Side, which typically includes all the components except the isocyanate, and the A-Side, which is the isocyanate. As a result, they have limited solubility in the final product. Although too much solubility is not desirable, too little solubility can lead to poor cell structure. The way the chemicals are mixed together, sometimes with emulsifiers, can minimize or eliminate this concern.
Although pentanes are flammable, formulation changes make the final product equivalent to HCFC-141b foam in terms of standard fire performance tests. Three formulation changes were incorporated to mitigate pentane flammability. First, flame retardants were added to minimize the buildup of flames primarily caused by the presence of halogens, such as chlorine in the flame retardant. Second, these flame retardants typically contain phosphorus and a halogen, which produces char that protects the underlying fresh foam from further damage. Other flame-retardant types that augment the use of these standard flame retardants can be used. Third, the higher index of the foam serves to promote more char formation.
Gas thermal conductivities roughly correlate to a board's R-value. Although the pentanes' gas thermal conductivities are slightly higher than HCFC-141b, the smaller cell size and lower rates of diffusion generally found with pentane-expanded boards offset this disadvantage.
A typical pentane formulation contains most, if not all, of the following components: polyester polyol, flame retardant, trimerization catalyst, amine catalyst, surfactant, small amounts of added water, pentane and polymeric isocyanate.
Pentane plants
The conversion to pentane technology requires a significant capital investment. To ensure maximum product performance and safety and minimize negative environmental effects, Firestone Building Products expended about $1 million to convert each plant. This investment involved special ventilation equipment to control pentane vapors during the manufacturing processes; unique technology, such as IsoGard® Foam Technology, to blend all the components effectively; and a regenerative thermal oxidizer to burn any significant pentane vapors exhausted during the manufacturing process.
In North America, the conversion process is further completed in Canada than the United States because of production standards, compliance dates and the unavailability of HCFC-141b. In the United States, two companies—Firestone Building Products and Atlas Roofing Corp., Atlanta—started producing boards expanded with pentanes in some plants at least one year earlier than required. All U.S. polyisocyanurate board manufacturers were expected to switch to alternative blowing agents by the EPA-mandated Jan. 1 deadline. However, it is possible to stockpile and use HCFC-141b for a short period of time after that date.
Hydrocarbons, such as pentane, also are expected to be the blowing agent of choice, but blends of pentane with HFC-245fa, HCFC-22 or other EPA-compliant blowing agents are possible.
Because of past experience, Firestone Building Products expects this conversion and subsequent optimization will follow the HCFC-141b optimization process where small incremental changes are made during several years. For example, all insulation board manufacturers initially switched from CFC-11 to HCFC-141b around Jan. 1, 1994. A few years later, most companies added small amounts of HCFC-22 for increased foam efficiency and better dimensional stability. In this most recent conversion, there are more options available to board manufacturers, including cyclopentane, isopentane, n-pentane, HFC-245fa and others.
It is with this knowledge and expectation that Firestone Building Products decided to convert its Jacksonville plant before Jan. 1. A systematic approach has been used to evaluate the new pentane-expanded board and reflected in the conversion schedule.
Following are results from Firestone Building Products' Jacksonville and Salt Lake City plants.
Performance
Pentane board performance in a variety of 2-inch- (51-mm-) thick boards is outlined in Figure 2 relative to boards made with HCFC-141b. Using the same basic formulation in Figure 2, the full range of product thicknesses is delineated in Figure 3.
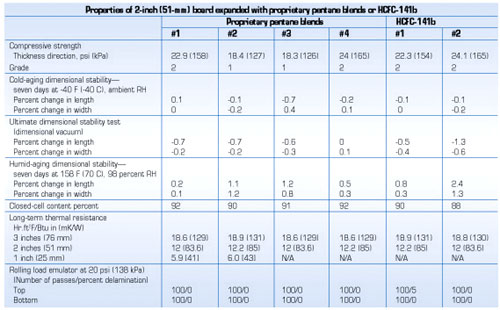
Figure 2: The physical properties for 2-inch (51-mm) board expanded with proprietary pentane blends or HCFC-141b
These pentane-blown polyisocyanurate boards are identical in appearance to HCFC-141b-blown boards. The rectangular or tapered boards are produced in the standard dimensions of 4 feet by 8 feet (1 m by 2 m) or 4 feet by 4 feet (1 m by 1 m) and a range of thicknesses from 1 inch to 4 inches (25 mm to 102 mm).
The boards' cores are composed of a rigid, off-white-colored, essentially uniform microcellular foam structure sandwiched between two black fibrous-felt facers.
Compressive strength
Compressive strength is reflective of a board's overall strength. In roofing applications, good compressive strength is required. ASTM C1289-01, "Standard Specification for Faced Rigid Cellular Polyisocyanurate Thermal Insulation Board," classifies Type II, Class 1 polyisocyanurate into three grades of compressive strength measured in the thickness board direction. Grades 1, 2 and 3 have minimum compressive strengths of 16 pounds per square inch (psi) (110 kPa), 20 psi (138 kPa) and 25 psi (172 kPa), respectively.
Figures 2 and 3 show a range of compressive strengths (from 18.3 psi [126 kPa] to about 30 psi [206 kPa]) can be produced depending on formulation, thickness and processing conditions.
Dimensional stability
Polyisocyanurate boards are tested for dimensional stability according to the guidelines specified in ASTM C1289-01. ASTM C1289-01 refers to ASTM D2126, "Test Method for Response of Rigid Cellular Plastics to Thermal and Humid Aging," for dimensional stability testing and lists the conditions to be used. In the humid-aging condition, a 12- by 12-inch (305- by 305-mm) test specimen is exposed at 158 F (70 C) and 97 percent relative humidity for seven days. The changes in length, width and thickness are measured. The maximum allowable change in length or width is 2 percent.
As shown in Figure 2, humid-aged dimensional-stability results were acceptable and below 2 percent linear change for the pentane boards. The same was true for the HCFC-141b board except for one case where the linear change was slightly high in length direction. In Figure 3, the standard cold-age dimensional-stability results for pentane-expanded and HCFC-141b boards were well below 1 percent linear change.
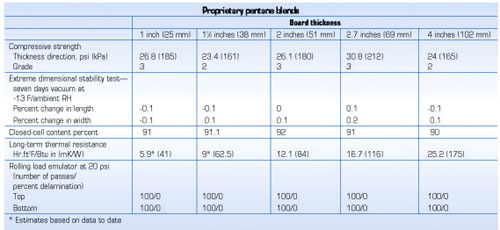
Figure 3: Physical properties for boards of various thicknesses
A more demanding but time-consuming test for dimensional stability is the Dimvac test developed by Huntsman Polyurethanes. For the Dimvac test, also referred to as the extreme dimensional-stability test, a vacuum is pulled on a 4- by 4- by 1-inch (102- by 102- by 25-mm) core foam to evacuate fast-diffusing gases, such as carbon dioxide, from the foam cells, creating conditions for the most severe shrinkage. A small amount of carbon dioxide typically is generated in foam production. In the right conditions, carbon dioxide diffuses out of the cells and leaves a greater partial vacuum, which makes the foam more susceptible to unexpected dimensional-stability problems. The sample then is exposed to a -13 F (-25 C) environment for seven days, and the maximum linear change is measured.
As shown in Figures 2 and 3, observations under this dimensional-stability test indicate good long-term dimensional performance.
Facer delamination
The rolling load emulator has been a valuable tool in reducing facer delamination problems in the field. Before installing this equipment in all Firestone Building Products' plants, plant personnel did not have a gauge to measure how well the product being made was going to resist facer delamination. Now, there is a gauge, and we have seen marked improvement in all plants since it was first installed in 1999.
The method used in Firestone Building Products' plants to evaluate facer delamination is to conduct passes over a board at 20 psi (138 kPa) and record the percent delamination. A sample passes if there is less than 25 percent delamination after 100 passes.
Results in Figures 2 and 3 with pentane and HCFC-141b boards showed no delamination after 100 passes. In cooperation with the Polyisocyanurate Insulation Manufacturers Association (PIMA) and others, Firestone Building Products is working with ASTM International to develop its method as a standard test method.
R-value performance
When polyurethane boards first were introduced in the 1960s, the aging process was not well-understood and insulation board manufacturers marketed their R-values as manufactured. As knowledge and experience increased, board manufacturers adopted PIMA's Technical Bulletin 101 that requires measuring R-value after 180 days conditioning at 73 F (23 C) and 50 percent relative humidity. This approximated the point at which a majority of the aging had been completed, and any additional aging was presumed to be small and difficult to quantify.
LTTR
Because of technical advancements during the past few years, the industry now accurately can predict the long-term R-value of polyisocyanurate insulation boards. Essentially, by measuring the R-value of a thin board sample as a function of time, the long-term R-value can be determined.
This also is known colloquially as the slicing-and-scaling technique. CAN/ULC-S770-00, "Standard Test Method for Determination of Long-Term Thermal Resistance of Closed-Cell Thermal Insulating Foams," a prescriptive method for determining the long-term R-value using the slicing-and-scaling method, recently has been investigated and approved for use in Canada. In this method, 15-year, time-weighted average R-values are measured.
It is possible to confidently specify and order polyisocyanurate with long-term design R-values. In fact, board manufacturers in Canada publish LTTR numbers per CAN/ULC-S770-00 with pentane- and HCFC-141b-expanded boards. Although these numbers are somewhat lower than PIMA's 101 numbers, they more closely approximate a roof assembly's useful life.
Work in our laboratories has shown that LTTR numbers for most pentane boards are similar to those expanded with HCFC-141b. Generally, an HCFC-141b board starts at a higher R-value as manufactured but ages faster than comparable boards expanded with pentane. In contrast, most pentane-expanded boards start as manufactured at a lower R-value but age slower. This is because the cell size of pentane-expanded foam generally is finer than corresponding foam expanded with HCFC-141b. Also, pentane diffuses slower than HCFC-141b at the nominal use temperatures of boards. The net effect with most pentane-expanded boards is the LTTR numbers per CAN/ULC-S770-00 are similar to those with HCFC-141b.
Figures 2 and 3 give typical values for products of various thicknesses. Although the R-values are a little lower than the corresponding PIMA 101 values, the time period covered is significantly longer. LTTR numbers in these figures correspond with recent independently derived results from three companies (Atlas Roofing Corp., Meridian, Miss.; IKO Manufacturing Inc., Chicago; and Johns Manville Roofing Systems, Denver) that PIMA reported during NRCA's 2002 convention in San Antonio.
Review of data in Figure 3 also reveals that LTTR per inch increased as product thickness increased, which was expected. Essentially, it takes years for air to completely diffuse into cell walls and decades to centuries, depending on cell/board thickness, for the blowing agent to completely leave the cells. The thicker the product, the longer it takes these diffusion processes to complete. This is the reason for the increase in LTTR per inch as product thickness increases.
Fire performance
High-index polyisocyanurate boards have excellent flammability properties compared with other plastic foams. These thermosetting plastic foams readily form a char layer when exposed to flames or excessive heat. Although pentanes are inherently more flammable than HCFC-141b, this increased flammability is offset by the introduction of or increases in flame retardants and an increased isocyanate index. Additionally, there is about 40 percent less pentane by weight than HCFC-141b in a typical foam sample.
The char layer formed by polyisocyanurate products will swell when sufficient heat is applied. The higher the index and, typically, the higher the flame-retardant level (with most flame retardants), the more expanded char there is. Pentane-expanded polyisocyanurate boards have exhibited this action.
Pentane-expanded boards have passed exterior flame tests (UL 790, "Tests for Fire Resistance of Roof Covering Materials"); a standard flame spread and smoke development test (ASTM E84, "Test Method for Surface Burning Characteristics of Building Materials"); foam-degradation tests (ASTM E108, "Test Methods for Fire Tests of Roof Coverings"); the interior flame spread test (UL 1256, "Standard for Fire Test of Roof Deck Constructions"); and FM Global Research calorimeter test contained in FM 4450, "Approval Standard for Class 1 Insulated Steel Deck Roofs."
Wind-uplift performance
For many roof system applications, a roof insulation board is an integral part of a system because it holds a roof assembly to a roof deck. The foam with facer can be attached to a roof with fasteners and plates or adhesives. The membrane then is attached to the insulation board with bonding adhesives, as is done with fully adhered EPDM roof systems, for example. It is important for the foam/facer to distribute the load in the presence of a wind event. The more the load can be spread, the stronger the overall roof system.
A wind-uplift test typically is performed on 5- by 9-foot (1.5- by 3-m) or 12- by 24-foot (6- by 7-m) wind-uplift tables. Insulation boards expanded with pentanes have passed equivalent and appropriate wind-uplift table tests, such as FM 1-90, "Approval Standard 4470 for Class 1 Roof Covers," in the reduced fastener pattern at a 2-inch (51-mm) board thickness. A number of the physical properties of the board, such as pull-through tests, flexural strength, tensile strength and compressive strength, correlate, to some degree, with wind-uplift performance. The higher the number, the better the performance. Generally, Firestone Building Products has observed that these properties are somewhat higher with pentane-expanded boards. This may be related to the higher index and lower amount of blowing agent by weight in pentane-expanded boards.
Field performance
Millions of square feet of polyisocyanurate insulation with pentane-expanded boards from Firestone Building Products' Jacksonville and Salt Lake City plants have been used with roof systems, and select projects have been completed in the Midwest. The boards are dimensionally stable and meet the appropriate building codes. Installation and handling during roof system installation are identical to boards made with HCFC-141b.
Compatibility
A reason polyisocyanurate has been the insulation board of choice is its wide compatibility with other roof system components. Polyisocyanurate resists most common solvents in fully adhered installations and can be used with asphalt systems, as well as accommodates fasteners and plates. Although polyisocyanurate is not a structural element of a roof assembly, it can accommodate modest amounts of roof system traffic. Because polyisocyanurate is a thermoset plastic insulation, it not only resists most solvents but also can withstand temperatures as high as 210 F (99 C) and higher if necessary. By comparison, thermoplastic insulations can degrade in the presence of many common solvents.
Firestone has evaluated pentane-expanded boards in asphalt, fully adhered EPDM and other single-ply roof systems, and they appear to be more heat-resistant than polyisocyanurate boards expanded with HCFC-141b.
Storage and handling
According to current standard practice, insulation products should be protected from the elements by storing them on pallets or risers at least 4 inches (102 mm) above the ground and fully covered. The products must be maintained and installed in dry conditions at all times.
These insulation products are nonstructural, nonload-bearing materials. A finished roof assembly should be protected from excessive roof traffic with proper walkway materials. Similar to other plastic materials, polyisocyanurate foam will burn if exposed to a flame of high heat and intensity.
Advantages
Pentane-blown polyisocyanurate boards offer advantages in insulating performance compared with other commonly used roof insulation. Other advantages include the boards' environmentally friendly properties and higher compressive strength. Pentane polyisocyanurate boards are the superior insulation choice when comparing the different features of the competing products. The new boards have zero ozone-depletion potential, minimal global-warming effect, and equal or better performance.
Wayne E. Laughlin is the division process engineer for foam insulations in the manufacturing department of Firestone Building Products Co., Carmel, Ind.; John B. Letts is the technical director of insulations in the technology department at Firestone Building Products; Monica K. Ntiru is a senior technical specialist for Huntsman Polyurethanes, West Deptford, N.J.; and Sachchida N. Singh is a polyurethane application development associate in the construction group of Huntsman Polyurethanes Rigid Foam Regional Development Center.