Coatings have been around a long time—even the more modern acrylic, urethane and silicone coatings have been used for more than four decades. There are coating solutions for every roof system, and their increased use means contractors, specifiers and consultants must understand how they work and why they sometimes fail.
Applications can be solely cosmetic or reflective though most coating applications use coatings as weather barriers to extend the lives of underlying membranes; some high-end coatings are combined into systems to make complete roof coverings. But when coatings fail, problems tend to fall into a few major areas linked to application.
What is forensics?
Coatings forensics is the scientific analysis of why a coating failed. It can address coatings at the end of their service lives or, what will be emphasized here, early or premature failures. From liability and reputational perspectives, early roof coating failures present the most financial risk to everyone involved in a roofing project. These can be understood and prevented. A forensic investigation begins by using science to find a problem's cause, but it ends when it provides enough information to establish a solution. It is not a research project. Its goal is not to establish blame. Rather, it is the science of finding a remedy that allows a coating to meet the project's initial requirements and expectations.
Workmanship defects often are responsible for roof system failures and no less so with coatings. Often, probing the right issue at the outset will break an impasse between stakeholders, making the rest of the investigation moot.
The investigator's map
It is useful to approach any problem in the field as an attempt to identify the dominant variables. Correlating a failure's emergence with the key variable identifies the failure's underlying cause. What variables might one consider? Material variability (each component), adhesion, dry film thickness, weather, substrate(s) and water are the most important.
Based on these variables, we can formulate what I call the investigator's map. Think of a chart with variability at the top and occurrence on the side. Some factors are less variable, and others are highly variable; some of these same factors may be more common or rare. The map tells us to focus on the highly variable and common problems; it also guides us to how many samples we need because higher variability requires more samples.
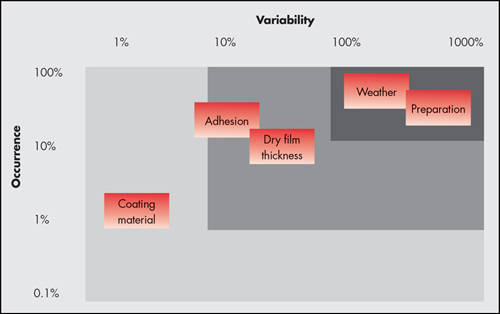
A sample of an investigator's map
Looking at the map, more important variables or factors become apparent, and the tell-tale patterns associated with these factors will appear.
Application variables
Product material variability factors such as solids content, color or the concentration of resin in a product show only slight variations. Coatings are batch-processed, producing near perfect uniformity with a lot. Lot to lot, manufacturing processes control the concentration of resin and pigment (color) within a tolerance of less than ±2 percent. These are all factors of lower variability and lower occurrence. Viscosity is more difficult to control in manufacturing and typically held within ±10 percent.
In the supply chain and field, the way a product has been stored can cause significant viscosity changes, making viscosity the most important product variable. For material-based failures, it's more likely a material has been substituted (grade, brand or supplier), specified incorrectly (misidentified substrate) or even suffered an error in delivery (labels, pulling inventory, loading and unloading) than a material defect being found.
In the field, the story for fluid-applied variability isn't all bad news: Coatings and coating systems are generally self-flashing, seamless, never involve penetration and always are fully adhered. Forensics focuses on problem areas—adhesion is a good example of a performance factor that is highly variable and also has a high rate of occurrence. Adhesion often varies about ±20 percent on a single substrate. Adhesion's interplay with different lots of the substrate material adds to the variability. In addition, the condition of a surface's top few mils will dominate a coating's adhesive performance.
Finally, because adhesion and surface preparation always are linked, we see a high occurrence of problems involving adhesion. Most coatings compensate for this built-in variability by being overengineered for adhesion—manufacturers know this from experience and compensate accordingly.
By mapping variability in terms of occurrence on the map, it becomes obvious checking for external causes of poor adhesion, such as poor preparation or surface contaminants, is the key to many investigations. Often, the cause of poor adhesion is some sort of latent factor indicating preparation was not taken seriously.
Dry film thickness is similarly variable: This is why multiple coats and other application techniques are used with fluid-applied roofing materials to produce even film thicknesses.
Weather
Weather is the biggest and most complex variable. It almost always plays a role in coating problems even when it is not the dominant variable. It can be considered seasonally, regionally and on the job-site level.
On any roof, there always will be wet and dry sides and hot and cool sides. Weather can be directional and may be the dominant source of moisture on a roof surface.
Looking at weather and moisture, water-based coatings are much more influenced by weather than traditional solvent-based coatings, but solvent-based products typically are less permeable and more sensitive to blistering because of vapor drive. Using a coating over trapped water is risky; the results will vary considerably. They will be linked to adhesion and surface preparation and can be completely perplexing.
Time
The final variable is time. In my experience, there are three distinct time windows: the curing window, medium-term service life (dominated by substrate/chemical interactions) and long-term service life.
The curing phase includes the weeks of drying and evaporation, the subsequent chemical bonding and some secondary cross-linking that typically occurs during the first few months. Water-based products develop properties the slowest, often taking weeks or months; solvent-cut products develop in weeks; and reacted products and two-component products develop properties within days. Among these, the curing window is most commonly linked to failures.
The way a product cures and performs is affected by subtle and proprietary aspects of product formulation—these will be invisible to contractors and specifiers. Contractors should not take substitution of products lightly; specifiers need to be wary of "or equal" claims; and building owners are well-advised to avoid toying with a contractor's successful product application experience.
In the North, if a roof coating makes it through a winter, you are unlikely to hear of a problem. However, in the medium term, some coating systems are vulnerable to exudation and syneresis problems.
Exudation is when materials that typically leave the coating film through rain and dew cycles collect and concentrate elsewhere, such as bird baths. As a result, a coating may curl or age prematurely, and in low areas, it will attract dirt and heat, accelerating aging.
On some substrates, such as PVC and APP polymer-modified bitumen, a different process called syneresis occurs when oils, plasticizers and other chemicals leach or are even actively absorbed into the coating, leading to premature aging in one to five years. The main mechanisms and chemistries are plasticizer migration leading to tacky and dirty coating; asphaltic bleed, often leading to yellowing, hardening and sometimes even a "potato chipping" of the coating; and an entirely different risk from biological growth that also potato chips the coating, but in this case it's the shrinkage of the algal glue that does the damage.
Coating manufacturers should understand these issues and have solutions; therefore, most of these field problems ultimately are caused by improper specification.
Finally, mechanical stresses, coupled with the inevitable changes in a coating's physical properties over time, lead to failures at parapets, seams and protrusions—areas of movement. These factors determine a coating's service life and are not thought of as "failures." Of course, with coatings a key benefit is you can extend the service life of the system with a recoat and other maintenance steps.
Roofing substrates also change over time, often more than coatings. Newer substrates tend to lead to more problems with adhesion and syneresis. Aged substrates tend to be more favorable overall but will require much more attention to surface preparation. Coatings are best used earlier in underlying membranes' service lives—maybe after five to 10 years. The reality is coatings tend to be considered closer to the end of a roof system's service life. Typically, an inspection will find roof substrates of different ages on various elevations or sections that perform differently. The bottom line here is the ages of the coating and the substrate are keys to solving any coating problem.
Sampling
Any investigation starts with a control, or "good," sample. Proper sampling must be complete enough to capture all the relevant variables. With little guidance, a typical job-site investigation can at least begin properly without a technical expert on the roof. If the sampling is done by untrained personnel, start with photographs. Using field photographs, a pattern analysis usually can be made by an experienced field or technical person. With this starting point, it can be determined whether professional sampling is required. The goal of this approach is to limit putting holes in the roof and limit visits to the roof.
Many issues will show a pattern associated with weather, and just as many problems will show a link to surface preparation. A substantial portion of preparation problems will be visible to the naked eye or by taking a few "slit" samples. Sampling for variations in dry film thickness also is relatively easy and visible. Occasionally, poor adhesion also can be caused by a lack of a chemical or mechanical bond and other potential hidden material defects or problems with material compatibility; typically, these will require a site visit by a technical expert and many samples.
In a basic sampling plan, samples will be taken from sun-exposed areas; shaded or protected areas; hot and cool areas (these also may be the shaded areas); several wet areas (if present); and at least one dry area (this will serve as the positive control). So far, this represents six or more samples for any given roof, assuming it is all one material and construction type. If variations in film thickness are suspected, at least 10 samples should be taken and the same for other elevations.
Generally, 20 samples is a reasonable upper limit; remember, the investigation only needs to provide a solution, and destructive sampling is a disservice to building owners.
Common patterns
An internal material defect will be strikingly uniform over much of a roof surface and is uncommon. It will defy an association with specific panels, sheets or elevations. A defect in adhesion because the wrong product was specified also will be expressed broadly but will follow the underlying substrate's pattern. A preparation problem will be uneven and represent a smaller portion of the roof. A problem driven by weather will follow wind, sun or moisture and probably involve less than half a roof; it will be complicated and uneven. Inadequate or uneven film thickness often will show up at peaks, valleys and ridges.
I make it a practice to draw a small map of a roof and inquire about prevailing winds, directions (to establish hot and cool sides) and, of course, when the job was executed.
I call a pattern often seen in water-based coating systems the "basin effect." Think of a ponding area in relation to the total area of the roof that drains to it. Oddly, this pattern is mostly seen in dry climates. Often, it appears to be an adhesion or water-resistance problem, but it's actually caused by the deposition of materials that concentrate in the basin from the roof coatings. This can be confirmed by something as simple as rubbing a delaminated film's backside with a wet finger and feeling for a slippery or foaming material. It is possible to sample this directly and even analytically identify it.
Field tests
There are several field tests that can be used to determine coating failure. A moisture survey can be accomplished with an infrared camera, electrical impedance scanners, electrical conductivity/resistance probes, and/or with cores and slits samples.
An infrared camera can provide great location information in an effective, descriptive way, but it is not good for daytime use.
An electrical impedance scanning moisture meter is a more practical tool in most cases: Cores or slits can be made as needed along with the scan, as well as being photographed and identified in the process. One of the nondestructive methods should be used at the beginning of a moisture survey because they allow for broad sampling that may involve 20 to 100 records of the roof in 2-D.
If trapped moisture is suspected, a conductivity probe is ideal. Electrodes for these conductivity probes are available in various lengths and strengths, including hammer probes that are easy to repair. These provide a 3-D outlook. A caution: These meters only give relative measurements despite their digital displays in terms of percent moisture. To get an absolute value that may be used in a specification requires a core and/or slit sample that can be gravimetrically measured on a laboratory scale. Ideally, the cores will be bagged and tested soon afterwards.
Tape adhesion is field-tested using a razor and masking. A tape test can settle a dispute before the investigation is over because it's quantitative and qualitative. Tape adhesion has two limitations: It depends on the adhesion of the tape to the coating, and it is best adapted to harder coatings, such as those used on metal roofs. I store tape samples in a piece of clear plastic, such as a sheet protector, as a record of adhesion and surface preparation. A tape test may be used to proactively determine whether a substrate is clean or tight enough for coating.
A peel adhesion is a similar field test that is best-suited to elastomerics. Peel adhesion can be used qualitatively or quantitatively. I use pre-cut pieces of 1-inch, 40-mil-thick butyl tape and a digital readout fishing scale to provide a crude but quantitative adhesion measurement. Qualitatively, cohesive (tears the substrate) and adhesive (a clean release) failure patterns often are sufficient by themselves. Finally, peel adhesion can be used to make quantitative wet and dry adhesion measurements that can be compared to literature or laboratory values and standards. If adhesion is normal, it's likely the loss of adhesion involved the force of trapped water or a strong vapor drive. Do not neglect the opportunity to test for and identify contaminants as part of a field peel-adhesion test just as in the tape test.
Dry film thickness can be measured on-site with a micrometer. Warning: Although this is the best field test, it also presents an opportunity for introducing error. A micrometer only will give the highest possible film thickness reading. Often, substrate layers or a previous coating will remain on the underside, and on the top surface, only the highest point will be measured. A micrometer's foot also will straddle the lowest and highest points in a section. To prevent this oversight, use a visual inspection tool with the micrometer, such as a Finescale optical comparator, a photographer's loupe or a small field microscope. If you have a camera with macro capability, photograph the coating film held in the micrometer.
Exudation and syneresis identification often is done in labs, but a few tests can be performed on the roof. A film placed in a sealed bag often releases the agent when it gets hot. If exudation is suspected, you can place the film in a bag with distilled water, dry it in a clear glass and see whether it leaves film. Neither of these tests should show anything; if they do, you probably found the problem. Often, the agent will be from the roof membrane and not the coating. Coatings sometimes get blamed for pre-existing problems.
Analytical methods
Low-temperature ashing is useful because it is simple and precise; requires little material; and local labs can do it. It can tell you how much resin is in a product. If a field representative has other materials for comparison, it can be confirmed whether the material on the roof was made by the same manufacturer or was in the specification.
Automated equipment exists for a related test called loss-on-dry. This test will detect contaminations and substandard products. A manufacturer should know how its products will test, and if the high level of water absorption is isolated, the problem likely is contamination. A crude version of this test is to look at how a coating curls under water: A coating layer that has outsized water absorption will expand the most and cause the film to curl away from that layer. These types of simple observations can lead to a root-cause analysis and identifying the failure mode.
X-ray fluorescence (XRF) is a technique few coatings labs run in-house. However, it's cheap and easy to outsource. The most significant thing XRF can tell you is the product of the sampled material. You also can learn whether pigmentation was consistent throughout production batches; detect whether a sample has a fire retardant; detect whether the filler source has changed; and even detect whether the same branded material came from different manufacturing plants.
A major limitation of XRF is X-rays penetrate. This means to use XRF, you need to be able to separate coating layers. Because the sample size required is quite small, this isn't difficult. XRF is effective and easy, but it requires some knowledge of chemistry or materials; otherwise, the data can be confusing without the help of the manufacturer.
Even more specialized is infrared spectroscopy (IR). In a powerful combination, you can couple XRF with IR. XRF shows elements and especially metals; IR focuses on the organics in a material, most notably polymers (resin). The specific effects of ultraviolet light and surface weathering can be measured with IR. Perhaps the most sensitive use of IR is when it's used to identify improperly mixed multicomponent coatings.
Analytical tools such as IR could be used more often to identify unknown coatings and roof membranes before the coatings are applied; unfortunately, these analytical methods take at least a week.
From the beginning
In a sense, coatings have been a part of roofing since the use of bitumen on straw and wood. And most manufacturers understand why coatings work and how to prevent problems. But the science needs to be explained to consultants, specifiers and contractors so they know what to look for, what matters most in the field and how to measure it. Properly specified coatings can reliably solve and prevent many roofing problems.
Steven G. Heinje is technical service manager for Quest Construction Products LLC, Phoenix.