
Oh, the problems with roofs today. Because of the nature of my company’s work, we see a fair amount of problems on low-slope roofs; however, some problems are seen far more often, and some are more subtle than others. What follows is a collection of current low-slope roofing issues my company has recently observed most often or are considered subtle enough some roofing contractors might miss them.
Cold roof condensation
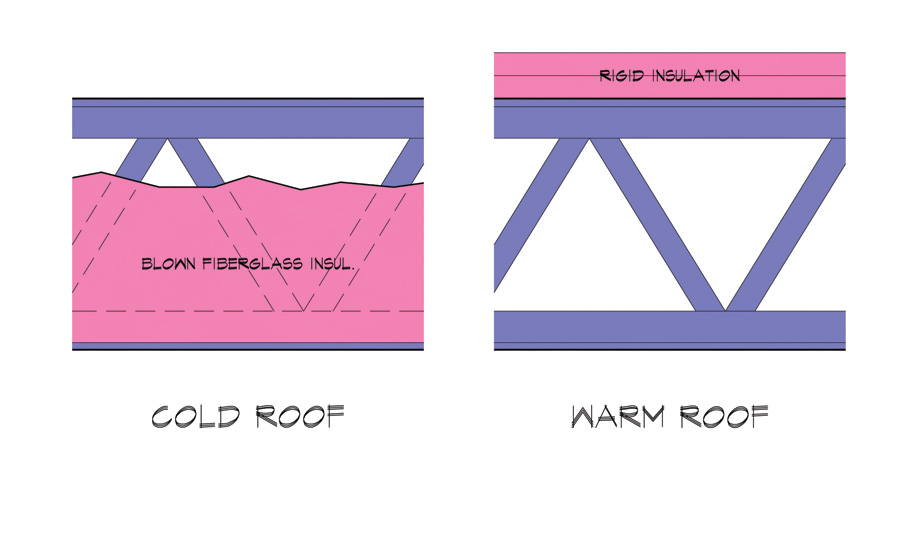
By a large margin, the most repeated and easily avoided problem involves cold roof system design. Roof system designers are intentionally creating a condition where all low-slope roof system insulation is below roof decks. The insulation typically is blown-in fibrous fiberglass or cellulose insulation; both are extremely vapor permeable. Any moisture, regardless of source, can easily migrate upward through the fibrous insulation to the roof deck, which is typically oriented strand board.
An OSB roof deck in this configuration, because of all the insulation below it, is near or even below the outside air temperature during the night. A cold roof deck combined with water vapor lingering below it typically leads to condensation on the bottomside of the OSB. Over time, the moisture level in the OSB will rise and begin to decay the OSB. The time to damage generally depends on the severity of the moisture supply and external weather. There have been cases where a roof system was replaced for suspected roof leaks, and new moisture damage reappeared the next winter. As one could presume, the actual cause of the damage was a cold roof condensation issue. Other roofs have lasted a decade or so before moisture damage has accumulated to where it is apparent. The figure depicts these roof configurations for low-slope roofs.
The corrective action usually involves removing the existing roof, replacing the damaged roof deck and providing a minimal layer of insulation above the roof deck to lower or even remove the condensation risk. How much insulation to install varies by the original design, geographic location and other situational variables. The best way to assess repair options is hygrothermal simulations using generally small levels of interior air leakage. Using zero air leakage is not a realistic situation. Conversely, using large amounts of air leakage is not representative as it typically will provide too much internal heat and moisture at the roof deck, which leads to unrealistic results in the simulation. In a vast number of situations, providing the code-required amount of insulation above the roof deck has been sufficient to rectify the design issue.
The first of these cases started more than a decade ago in cold northern states. However, these cases are now numerous and are appearing in Southern states.
A recent new permutation of this issue is applying open-cell spray polyurethane foam to the underside of a wood roof deck in an unvented attic configuration in lieu of blown fibrous insulation. Open-cell spray foam, though distinctly different from blown fibrous insulations, still allows water vapor to pass through. The result is the same: moisture damage to the wood roof deck.
In steep-slope roofing, these same cold roof decks exist; however, in these cases there typically is code-mandated moisture-relief port venting to eject moisture from the space between the roof deck and ceiling (attic). In low-slope roofing, venting the roof system and/or the interstitial space below generally is an atypical approach.
One building owner in southern Wisconsin retrofitted its roof with continuous parapet vents on all parapets. To date, the moisture meter readings and data logs suggest this approach has been successful. However, it should be noted this roof is in a windy corridor and has an ideal shape and air paths for this type of venting. Roofs likely can be vented in the correct conditions and installation, but these efforts should not be considered a certainty of correction.
This issue already has been repeatedly litigated. The source of the problem has always been traced back to the design choice for a cold roof with all insulation below the roof deck. The correction almost always is to add some rigid insulation above the roof deck with fibrous below-deck insulation typically left in place.

Membrane issues
EPDM
The industry has seen some new issues with self-adhering EPDM membranes. To date, the specific issue has been limited to a single manufacturer’s product. The problem symptoms involve side laps for the material rolls puckering and making fish mouths over time. The above photo shows an example of these fish mouths.
The real problem occurs at the side laps. The fish mouths, in most cases, become big enough to violate the watertight condition of the side lap. Precipitation can then enter the building, and the building owner starts calling the roofing contractor about a leak(s).
To date, the manufacturer has not publicly stated the cause of the issue. I am not aware of any legal cases where the causation has been divulged, which would make it public knowledge. However, the prevailing belief is the EPDM sheet is experiencing mechanical shrinkage.
This shrinkage is not the same as the historical issue with EPDM membranes from the 1980s when EPDM sheets experienced shrinkage from formulation issues. This is mechanical shrinkage like a spring. Remember, EPDM is rubber, highly elastic and stretchable. It is believed these EPDM membranes are produced and rolled at a main plant or line and then sent to another line, possibly at another location, to apply the adhesive and release film to the EPDM roll.
When the EPDM sheet is unwound and fed into the adhesive application line, the sheet is under tension to advance the EPDM through the second manufacturing step. At the end of the line, the EPDM membrane, now with adhesive and release film, is coiled back onto a core, wrapped and shipped out. The tension imparted by the second line run is alleged to be locked into the now coiled EPDM sheet.
When crews install the sheets by pulling the backing and adhering the EPDM to the substrate, it locks in the tension. Over time, the EPDM wants to return to its original tension-free length. Ultimately, the tensile force inside the EPDM sheet moves (creeps) over time, shortening the sheet. This is when we see slippage at end laps and wrinkles on the side laps.
Of note, the installation instructions for this product directs installers to unroll the sheets and allow them to relax for a period of time before installation. But the shrinking issue has occurred when the sheets were reported to have been left to “relax” and immediately installed.
The general correction has been to apply seam tape to all side and end laps. Applying seam tape on top of the original seams appears to create enough resistance to maintain lap integrity. Most owners have been reassured by the fact that an EPDM system with seam tapes typically is required as a detail to achieve the longest warranties available for the product.
In addition, my company has seen slippage at self-adhering EPDM sheet end laps. This end lap slippage typically is in the range of ¼ of an inch to ½ of an inch. Given a membrane end lap is usually 4-6 inches, this is not a true source of problems or major concern.
TPO
Although TPO formulations are mature and of minimal concern, production problems during manufacturing can occur. For example, in one case a roofing contractor reported having issues at heat welded laps. Specifically, he described the surface of the TPO “popping off” adjacent to the heat weld. The issue was confounded by the report that some sheets would experience this issue while others on the same roof would not. Therefore, recreating the issue was problematic.
Under microscopic examination, the problem membrane exhibited slightly more encapsulated bubbles in the top sheet than usually observed. Maybe there had been excess moisture in the base materials used to create TPO. Or maybe magnesium hydroxide, typically used as a fire retardant, may have had slightly too high a moisture content when received at the plant and sent to the line for TPO production. In this scenario, the resulting TPO sheet would likely have had the moisture imparted and trapped inside the sheet.
When the contractor applied the hot-air welder to the laps for welding, the water vaporized and expanded around 1,000 F welding temperature. The resulting vapor pressure ruptured the TPO causing the “popping off” reported.
Although the preferred solution would have been to replace the affected TPO sheets, the building owner accepted a roof coating applied to protect the TPO and provide an equivalent service life.
It is important to understand every material can have random issues with source materials or production errors. Although manufacturers try to minimize them, they still happen on occasion. Making sure field crews report problems early and to the right people is crucial to correcting issues in a timely manner.
Induction-welded plates
Historically, induction welding a roof system has been relatively trouble-free. However, two major problems have occurred in recent years with induction-welded membrane plates. The first relates to a membrane weld suddenly disbonding from plates. Contractors have reported using properly calibrated welding units to create welds to the plates. The standard test welds passed. Roofing operations continued as normal.
Then, reportedly, these same plates would release the bond to the membrane anywhere from overnight to several weeks later. Manufacturer technical representatives were called; another round of test welds passed. Yet the welds made by the manufacturer’s technical staff reportedly failed, as well. Originally, the reported problems were specifically PVC (black) plates. However, more recent reports now suggest TPO (gold) plates as having sporadic problems.
In an interesting variation of this issue, a PVC roof system with induction-welded plates was designed and installed as a green roof with overburden. There was water entry into the building below. As usual, all parties assumed the roof was the issue before proper forensic investigation showed a nonroof construction issue that allowed water to enter. Investigators discovered the black coating on the induction-welded plates had cleanly disbonded from the base metal plates. The coating was still bonded to the PVC, but the black coating had released cleanly from the metal plate as shown in photo below

Another less prevalent issue that has been reported is new plates arriving from the manufacturer with fractures in the metal plates. Fastener installation then widens these cracks. Specifically, there are small fractures on the interior hole for the fastener to be placed in. This appears to be an issue with the metal stamping process during manufacture. Although my company is not aware of any wind losses resulting from this issue, it is never recommended to proceed with a roof system installation in this scenario. Crews should check materials closely before starting installation.
The best advice in the near term is to thoroughly document lot numbers with the plates received and keep test welds with time and date information in the project file.
Latent material moisture
Using strong vapor retarders with low-slope roof systems installed over concrete roof decks has led to an unanticipated issue. The combination of a vapor retarder on the roof deck and the roof membrane, also a vapor retarder, effectively traps moisture installed between the layers of rigid insulation and cover board.
What my company has observed is the equilibrium moisture content of the insulation and cover board come into play. Specifically, if either or both materials are shipped, stored or installed after exposure to high relative humidity in the atmosphere, the moisture can be trapped between the two roof system layers.
The end result is not catastrophic. But what has been observed and confirmed by hygrothermal simulations is the moisture from the boards is collecting into a thin layer and moving, seasonally, up and down in the roof into a thin layer. This layer will travel up or down in the roof system based on temperature and humidity. At some point, someone will use a moisture meter on the roof and raise the alarm that the roof is “wet” when, in fact, there is just an elevated amount of moisture under the membrane. Typically, upon making an opening in the roof system, the elevated moisture will flash off in minutes and the moisture meter will read as normal.
As for prevention, there is not much that can be done. High ambient humidity is common almost year-round in many geographic areas. That said, tracking and digitally saving weather conditions during the installation of a roof can be priceless data to defend against claims later.
My company encountered a related problem when a roofing contractor received materials from a manufacturer via a flatbed truck. The materials were unloaded and stored on the ground for a time before being lifted by crane to the roof. The materials were placed simultaneously on a gravel parking lot and grass field and covered in polymer tarps that were almost tight to the ground.
The roofing crew believed it was protecting the materials from precipitation. The problem came from the gravel and grass emitting water vapor into the insulation materials under the tarps combined with high summertime temperatures. The tarps created a greenhouse of high temperatures and humidities. The materials remained under the tarps for weeks before the crew tried to mop hot asphalt over these materials. Blisters and delamination occurred. The manufacturer and roofing contractor fought over moisture content from manufacture and transport of the materials versus storage.
Roofing contractors should follow manufacturer storage instructions as closely as possible and save the instructions for each job. Contractors also must ensure field crews follow manufacturer instructions and document installations with photographs. If questions arise years later regarding how the materials were stored, this documentations can be precious information for a defense.
For their part, manufacturers should provide clear, achievable storage conditions in their printed instructions. Including these instructions on package labeling would be most effective. These instructions should not only contain acceptable moisture contents for installation but also how moisture is to be measured. Too often two parties fight because they are claiming different moisture contents by different measuring methods.
Low-rise adhesive foam
The roofing industry has largely replaced rigid board insulation installation using mopping asphalts with low-rise adhesive foams. Currently, the industry mostly uses two-part polyurethane foams to adhere roofs to substrates. The problems related to these foams are subtle and can be expensive. Adhesive foam-related legal cases have been seen in excess of $10 million for one roof.
What has been observed in the field and in laboratory experimentation is these foams are packaged as Part A and Part B and are intended to be mixed in a 1:1 ratio. The resultant 1:1 foam is strong. However, when the foam is not mixed to a 1:1 ratio, the resulting foam adhesive can highly vary in strength. Too much of Part A or too much of Part B means the resultant foam strength can be stunningly low. How tolerant foams are off-ratio depends on the manufacturer.
The problem worsens because an off-ratio foam can visually look similar to perfect 1:1 foam. Roofing crews have minimal to no visual indication there is a problem with the foam until there is an issue, such as a wind failure later. There are numerous reasons for the ratio problems. Most of them are field issues. However, manufacturing issues have also been observed.
Materials, training and installation equipment for adhesive foams continue to evolve. One possible solution is to have one worker in charge of the adhesive foams and equipment on a job site. In the past, asphalt temperature used to make or break a job; now, adhesive foam is possibly the most important product on the roof a contractor can control. Crews must keep equipment clean and functional. Contractors should invest in advanced foam pumps that have pressure sensors that will sound an alarm if the foam is off-ratio to alert the crew to a problem.
Fleece-backed membranes
Fleece-backed membrane issues are the most forensically interesting to me. Contractors in the Gulf Coast report fleece-backed roof membranes installed in low-rise foam over concrete roof decks detaching without explanation. Upon investigation, the once fleece-backed membranes are now bare-backed membranes. The fleece was not damaged or disbonded. It was gone. The fleece appeared to have dissolved.
Upon further investigation, the roof decks were lightweight insulating concrete. More importantly, the roof decks were not vented to industry standards and were relatively high in moisture content years after installation. These roofs had fleece-backed TPO membranes installed in a splatter pattern of low-rise foam. Solutions or repairs for each roof were devised based on how much fleece was missing. But the question remained of how the fleece went missing.
Generally, all fleece backings for roof membranes are polyester fleeces of varying weights, thicknesses and sources. Typically, PVC with fleece backings are chemically adhered and TPO membranes have fleece that is thermally bonded.
My company hypothesized the high pH of the lightweight insulating concrete deck combined with the excess substrate moisture had caused an alkaline reaction that attacked the fleece. To test this, a sample PVC membrane backed with fleece was cut into strips and submerged in three solutions: distilled water combined with fresh concrete; rinse water run-off from the chute of a concrete delivery truck; and liquid drain cleaner. The strips were heated to 120 F for three weeks.
The result was the fleece visually began to break down from the chemical exposure and released small pieces of fleece into the solutions. The roofs from the field had been in place for years. Therefore, the complete dissolution reaction of the fleece may take months to years to occur.
This is not the first time the industry has seen damage from high pH levels. At the 2002 RCI Building Envelope Symposium, a paper discussed high moisture content and high pH attacking base sheet strength over lightweight insulating concrete decks. History seems to be repeating itself.
The roofing industry has millions of squares of roofing with fleece-backed membranes over lightweight and structural concrete. The takeaway is lightweight insulating concrete decks need to be vented or have sufficiently low moisture content to ensure alkaline condensates do not form in the fleece and cause it to detach.
Do not plug drains
Multiple projects currently in dispute involve plugged roof drains. The details vary, but the common issue is multipiece adjustable roof drain units requiring gaskets in their assembly (both primary and secondary) became plugged either intentionally or unintentionally after roof system installation. These drain styles have repeatedly shown to be unable to withstand static water pressure. Static water pressure from plugged drains allows water into roof systems through the drain assembly components. In these cases, the roofing contractor was blamed for the water in the roof system when it did not come through the roof system or even the roofing contractor’s work product.
Although it is common practice to temporarily plug a drain while performing roofing work around it, this should be a temporary, strictly short-term situation. Permanent or long-term plugging of roof drains can lead to inadvertent water entry into a roof system or, worse, structural collapse from overloading; both have occurred. Roof drains should never intentionally be plugged or knowingly left plugged with debris unless all parties are aware of it and under direction of a licensed engineer. An example of a licensed engineer approving drain plugging would be a prescribed flood test. Beyond this, plugged roof drains should not be allowed.
Lessons learned
My company has observed numerous issues in the field that could be avoided. I am sharing my company’s experiences for the benefit of the roofing industry. Being diligent and properly instructing crews can help avoid several common problems.

Matt Dupuis, Ph.D., P.E.
President
SRI Consultants

